A RELIABLE SOURCE FOR THE WORLD'S DEMAND OF RARE EARTH ELEMENTS
Project Description
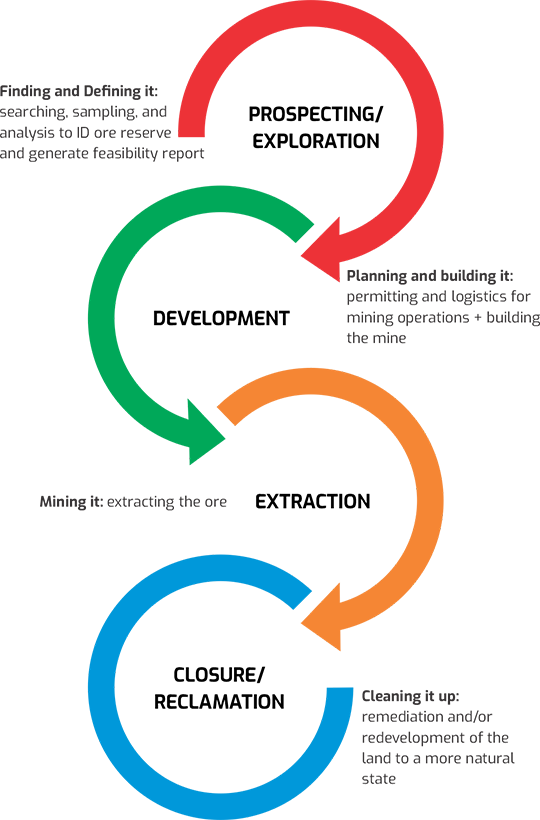
The Qixia Project aims to extract minerals from a carbonatite deposit that contains rare elements. Its main focus is on producing Neodymium, Dysprosium, Cerium, and Lanthanum. The project site includes a mine site, a processing site, a bore field area, an accommodation village site, as well as access roads and utility service corridors. Mining operations follow conventional open pit methods (drill, blast, load, and haul) with a maximum annual mining rate.
The Mine Lifespan Divided in Stages
|
Element |
Characteristics |
|
Project Life |
|
|
Construction period |
June, 2018 – March, 2020 |
|
Operational period |
24 years |
|
Production Estimates |
|
|
Waste mined |
228 Mt life of mine LOM |
|
Ore mined |
40.3 Mt life of mine (LOM) |
|
Plant feed |
Over 670,000 tons per annum |
|
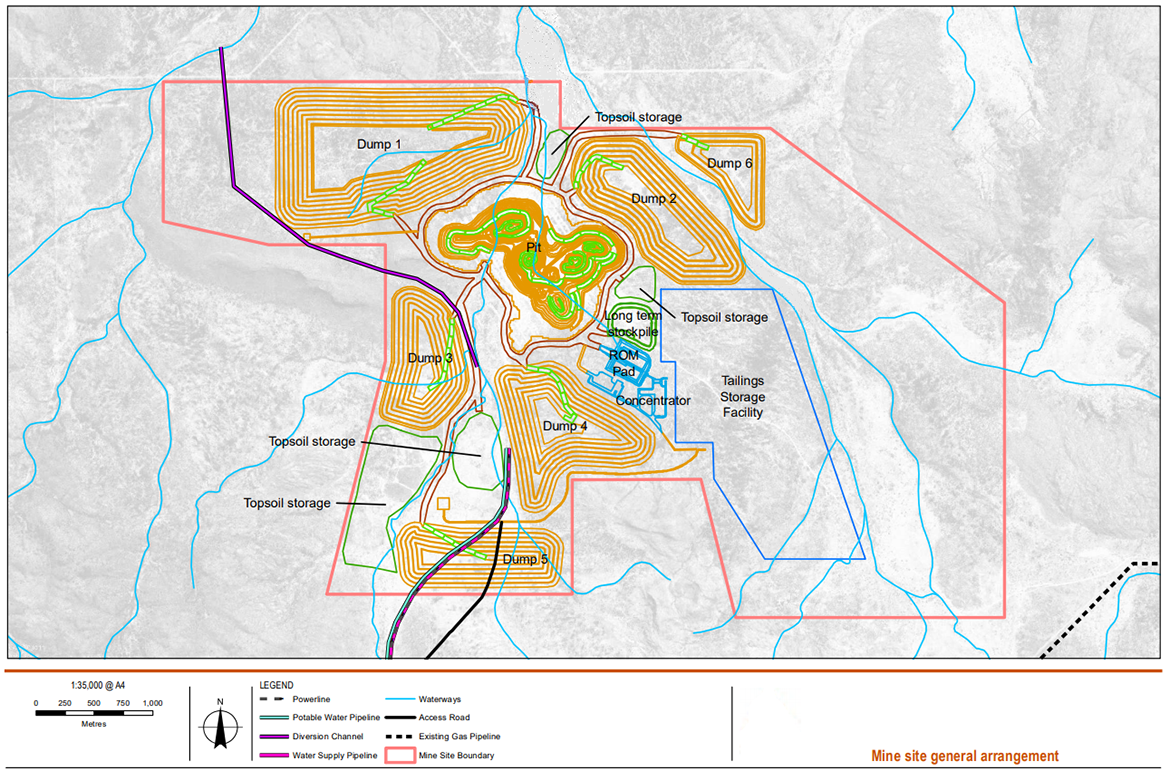
Mine site |
|
|
Pit |
An open pit of up to 102 hectares will be excavated to a depth of 180 meters. |
|
Materials handling |
The process of extracting ore and waste from the open pit involves conventional methods and is carried out at a maximum mining rate of around 8 million tonnes annually. |
|
Waste |
Throughout the mine's lifespan, six waste rock dumps (WRDs) will be constructed with a total of 120 million cubic meters of waste. These dumps will be built in increments of 8 meters with 4-meter berms, and will eventually reach a height of almost 40 meters. |
|
Topsoil storage areas |
A storage area for topsoil covers an area of 74 hectares and has a height of approximately 3 meters. |
|
Slurry transfer pipeline |
A slurry pipeline consisting of only one pumping stage is used to transport mineral concentrate from the concentrator to the processing plant at the processing site. |
|
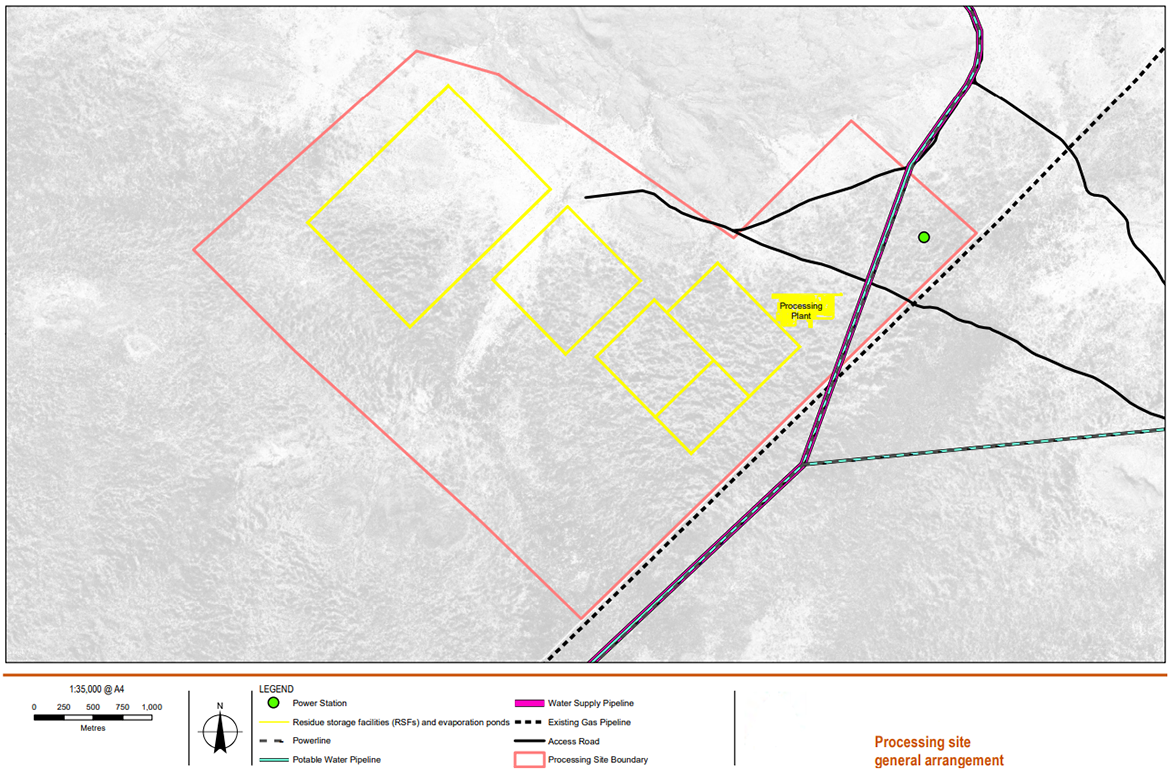
Processing site |
|
|
Extraction processing units |
The pre-leaching process with sulfuric acid produces a solid feed that contains the majority of rare earths (REs). The sulfation (acid bake) process is then used to liberate the REs for further processing and extraction. The REs are recovered through water leaching, and by adding sodium sulfate to the water leach liquor, the REs can be precipitated for further filtering and washing to complete the process. Double sulfate precipitation salt is converted to RE hydroxide and then mixed with dilute hydrochloric acid and crystallized to produce RE chloride and cerium carbonate products. The RE chloride intermediate and cerium carbonate products will be transported in bulk bags via standard containers for export. |
|
Sulfuric Acid Plant |
An onsite sulfur-burning plant will meet the demand for sulfuric acid at the processing plant. |
|
Process residue storage facilities (RSFs) |
To house phosphate, eliminate impurities, and retain water leach remains within cells, an area of over 120 hectares with embankments reaching heights of 18 meters is required. |
|
Evaporation Ponds |
There are six 8-hectare evaporation ponds with an embankment height of 2.5 meters. Sodium sulphate is recovered for reuse in the processing plant. |
|
Power |
Electricity needs will be met by a combination of cogeneration from a sulfuric acid facility with a capacity of four megawatts (MW), as well as on-site gas-fired generation of 14.5 MW at the processing location. |
|
Other Infrastructure and Facilities |
|
|
Bore field |
Groundwater is obtained from various wells and bore fields and transferred to a central water pond. From there, it is pumped to a reverse osmosis (RO) plant for use in the processing plant. The total annual water demand for the site is 3,558 megaliters (ML/y). This includes 3,289 ML/y for process water in the processing plant, 69 ML/y for drinking water, and 200 ML/y for dust suppression. |
|
Gas offtake pipeline |
The pipeline that takes gas from the supply is connected to the high-pressure gas pipeline that is already in place. |
|
Raw materials and reagents |
Based on thorough logistics modeling, it is estimated that the project will require around 144,000 tons of various raw materials annually. These materials include sulfur, sulfuric acid, caustic soda, hydrochloric acid, carbonate material, and fuel supplies. The existing logistics operator will be responsible for managing the delivery of these reagents and materials to the project. Additionally, once the processing plant is operational, an on-site sulfur-burning acid plant will be responsible for meeting the demand for sulfuric acid. |
|
Wastewater |
The sewage from the living area and non-processing sewage from the factory and mine will be transferred to a shared treatment facility. This facility will be a pre-fabricated unit that will provide the required level of treatment. |
|
Workforce |
|
|
Construction |
Peak of 350 housed in a purpose-built camp |
|
Operations |
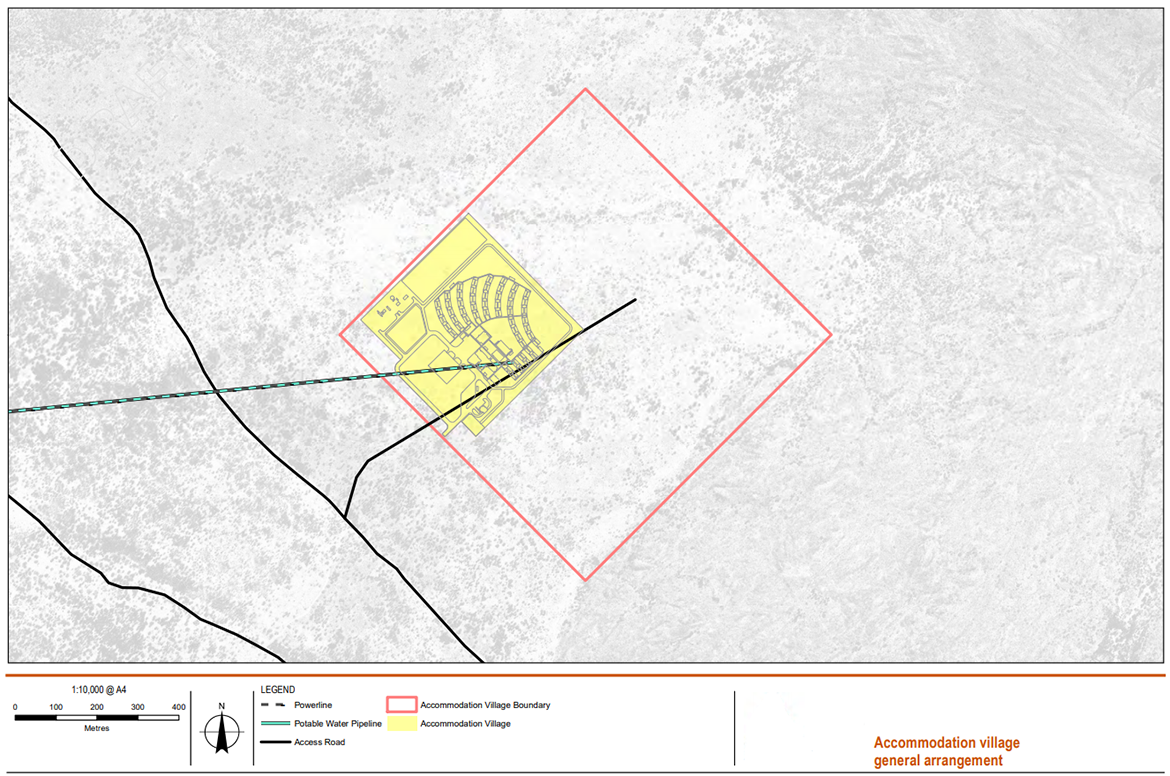
Peak of 220 housed in an accommodation village |
The excavated ore will undergo various processes at the mine site, including crushing, grinding, wet magnetic separation, and flotation. These processes will take place in beneficiation circuits. The result will be a slurry containing phosphate-bearing and RE-bearing concentrate. This slurry will be transported to the processing site located approximately five kilometers south of the mine site through a high-density polyethylene pipeline. At the processing site, there are RE extraction processing units, a sulfuric acid plant, facilities for storing process residue, evaporation ponds, a power station, and other necessary infrastructure. The RE concentrate will then be transported to an offshore RE separation plant. This separation plant is situated in a chemical precinct that is well-equipped to meet the reagent requirements for the refining process.

Geology
- A significant deposit of heavy rare earths can be found in the Large Basal Zone;
- Neodymium and praseodymium mineralization, located in the T-Zone and Lake Zones, is close to the surface;
- The levels of uranium and thorium are low in this deposit;
- The South T deposit has the potential for lithium extraction due to the presence of lepidolite minerals.
Sustainability
- The extraction and processing facilities in the Basal Zone have been designed to greatly reduce the negative effects on water, land, and air, while also minimizing the project's carbon footprint;
- The possibility of implementing a small-scale, phased approach to development in order to produce high-quality concentrates rich in Nd-Pr for export;
- Taking proactive measures to engage with the community, including establishing progressive agreements with Indigenous groups;
- Emphasizing the importance of maintaining a strong health and safety record to prevent delays and additional expenses resulting from work-related injuries.
Minimized Risk
- A jurisdiction that is politically stable;
- A rare metals resource that contains multiple types of metals and has the potential for various projects, ways to generate revenue, and additional products;
- The measured and indicated mineral resources at QIXIA are abundant enough to sustain mining operations for many decades beyond the estimated 24-year mine life, provided that the mineral resources are consistently converted to mineral reserves during operations.
Processing at the Mining Site
Mining operations will transport broken ore to a Run-of-Mine (ROM) pad, which will be used to supply the crushing circuit. Additionally, the broken ore will be delivered to the Long-Term Stockpile (LTS). The plant feed, which is extracted from the open pit mine, will be stockpiled on the ROM pad next to the primary crusher. The ROM plant feed will be handled once and processed shortly after being mined. Lower-grade material, extracted during the early stages of the Project, will be stored off the ROM pad and handled twice: first, from the LTS to the ROM, and then from the ROM to the primary crusher. Waste rock (WR) will be transported from the pit to the nearest WR deposit.
The concentrator consists of two main circuits: comminution and beneficiation. The comminution circuit involves the crushing of the ore by a front-end loader, followed by grinding in a single ball mill. In the beneficiation circuit, the ground material goes through a wet high-intensity magnetic separation (WHIMS) circuit to separate the RE-bearing magnetic minerals and produce a concentrate.
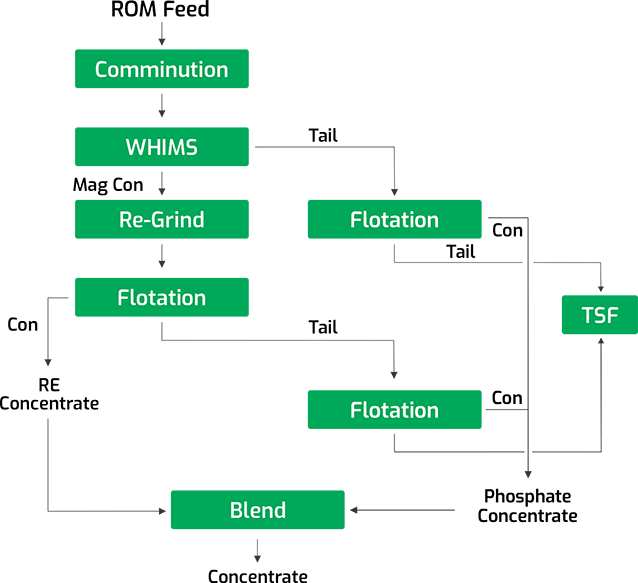
The concentrate is initially reground and upgraded through flotation cells, resulting in a concentrate rich in RE elements. The magnetic tails, which are the byproduct of this magnetic process, undergo further processing in a flotation circuit to produce a concentrate rich in phosphate. These RE and phosphate concentrates are combined to create a feed material, which is then pumped in a slurry to the processing plant located at the processing site. Any magnetic and flotation tailings that are rejected are combined and pumped to a flotation tailings storage facility (TSF) at the mine site.
Mineral resources
Extensive exploration activities have been carried out at the QIXIA site, with most of the exploration taking place within an area measuring 1.6 x 1.3 kilometers within the mine site boundary. There is limited visible fluorapatite at the site, as most of the deposit is covered by a thin layer of soil and alluvium that is up to 1.5 meters thick. Systematic drilling has revealed the presence of rare earth (RE) mineralization across large parts of the deposit. The mineralization is found in steeply dipping veins that can be tens of meters in thickness and hundreds of meters in length, extending down to at least 170 meters in drilled depth. Further drilling has revealed that mineralization extends down to at least 300 meters below the surface in the deposit's North Zone. In total, 475 reverse circulation and diamond core holes have been drilled into the QIXIA deposit. An adequate amount of diamond core drilling has been conducted to provide good geological control and support for the estimation of higher confidence Measured and Indicated (M&I) Mineral Resources.
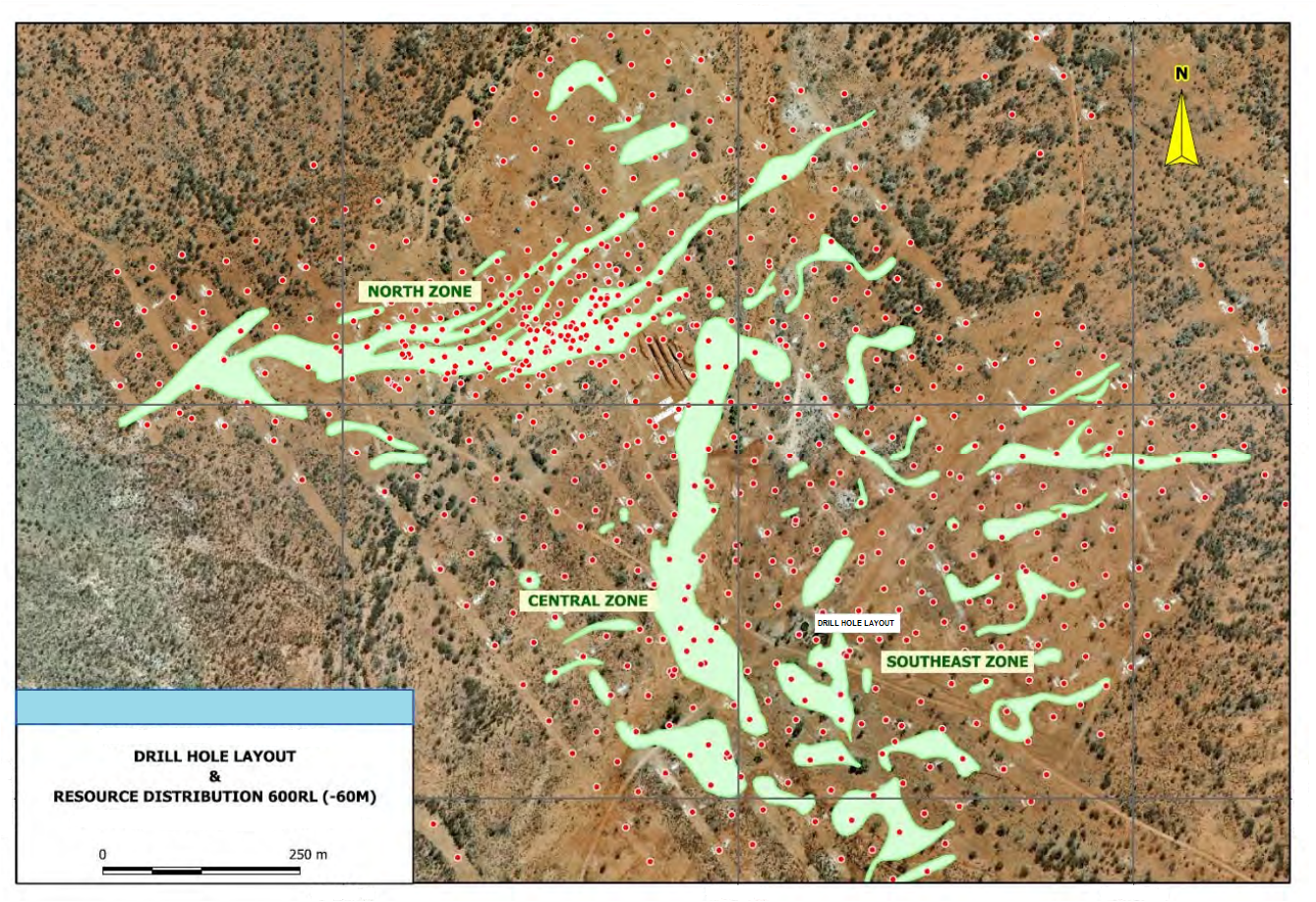
Plan View of Drilling and Mineral Resource Distribution
An estimate of mineral resources for QIXIA reported above a 1.5% total RE oxide (TREO) cut-off grade. These resources are distributed laterally. The resource model estimates indicate a 24-year production life by mining only the Measured and Indicated Resources. By adding Inferred Resources, a potential 29-year LOM case is supported. It is important to note that these production scenarios may change due to an upgraded estimate of Mineral Resources reported by Beixin Minerals. This upgrade could potentially increase the total inventory by 20%, thereby extending the mine's life. The deposit primarily consists of monazite and bastnaesite ores, which are rich sources of Neodymium, Cerium, Dysprosium, and Lanthanum. It is worth mentioning that all elements, as well as the radioactive decay chain daughter products of uranium and thorium, will be directed to tailings or process residues.
Mineralization
The Mineral Resources for the project consist of two main types of RE-bearing mineralization:
- Apatite mineralization is composed of approximately 95% fluorapatite and often includes a significant number of mineral inclusions, such as monazite group minerals, bastnaesite, allanite, and other rare earth (RE) phosphates, silicates, and carbonates. While the apatite itself may contain variable amounts of REs, a greater proportion of REs are found in the mineral inclusions.
- Calcsilicate mineralization is generally of lower grade compared to apatite mineralization. It is characterized by a dominance of minerals such as apatite, allanite, epidote, amphibole, and pyroxene. In addition to rare earth elements (REEs), this type of mineralization exhibits higher concentrations of calcium, phosphorous, thorium, uranium, strontium, and fluorine.
Mining Equipment
|
Type |
Make and Model |
Class |
Activity |
Peak Number |
|
Excavators |
Hitachi EXI 200 |
108 tonne |
Load-and-Haul |
3 |
|
Trucks |
Caterpillar 777F |
90 tonne |
Load-and-Haul |
9 |
|
Dozers |
Caterpillar D9T |
49 tonne |
Auxiliary |
3 |
|
Graders |
Caterpillar 16M |
16' blade |
Auxiliary |
2 |
|
Service Truck |
Man 6 x 6 |
- |
Auxiliary |
1 |
|
Water Trucks |
Man 6 x 6 |
- |
Auxiliary |
2 |
|
Rock breaker |
Caterpillar 336DL |
- |
Auxiliary |
1 |
|
Lighting Plant |
Various |
- |
Auxiliary |
8 |
|
Front End Loaders |
Caterpillar 990H |
- |
Auxiliary |
2 |
|
Light vehicles |
Various |
- |
Auxiliary |
18 |
|
Surface Crawler Drill |
Sandvik DP1100 |
89 mm dia. Hole |
Blast Drilling |
4 |
|
RC Drill |
Atlas Copco RC 127 |
127 mm dia. hole |
Grade Control |
1 |
|
Dewatering Pump |
Chesterton |
- |
Dewatering |
2 |
Beixin Minerals is poised to establish itself as a trusted and reliable supplier of neodymium, lanthanum, dysprosium, and cerium in the coming years. With full ownership of the QIXIA project, Beixin Minerals is committed to ensuring a long-term and secure supply of these essential minerals.
The mineral tenure of Beixin Minerals over the QIXIA project site is firmly established through three granted exploration licenses (ELs). Additionally, Beixin Minerals has applied for four mineral leases (MLs) within these ELs, further solidifying its position as the key player in the QIXIA project. As the host of the mining and mineral processing operations, along with various associated infrastructure elements, Beixin Minerals is fully equipped to support the successful implementation of the QIXIA project. With its expertise and dedication, Beixin Minerals is well-positioned to meet the increasing demand for neodymium, lanthanum, dysprosium, and cerium, ensuring a stable and sustainable supply for its customers.
Resources and Reserves
The QIXIA rare earths deposit is the main asset of the project, and it has been extensively explored, making it one of the largest deposits owned by the firm. The deposit holds a Mineral Resource of 40 million tons, with an average grade of 1.95% total rare earth oxides (TREO) and 8.25% phosphate (P2O5), extending to 162 meters below the surface. Two-thirds of the rare earths are present in high confidence Measured and Indicated resources.
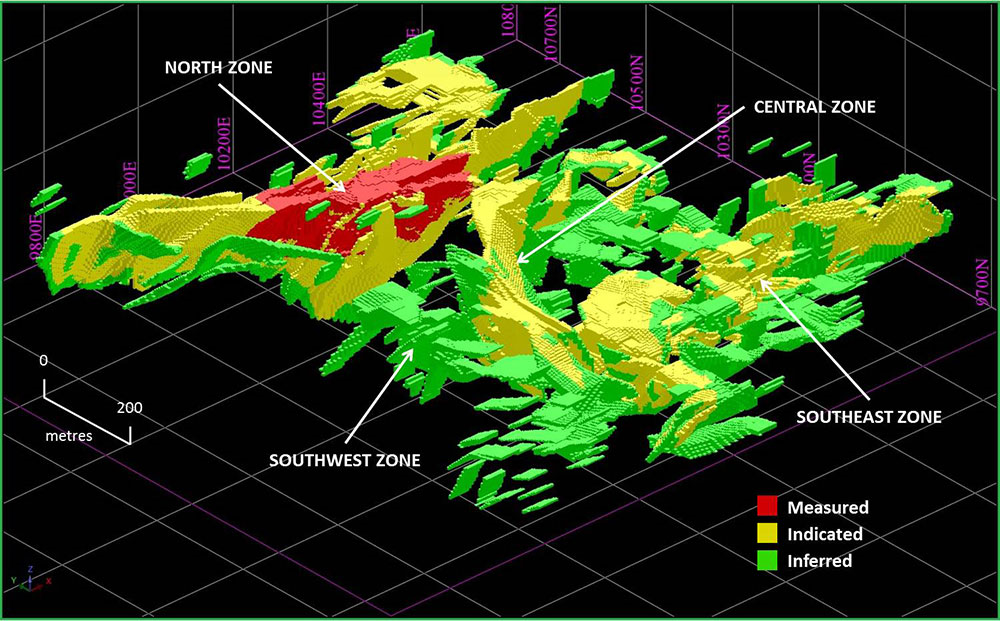
Oblique View of Mineral Resource Categories Distribution
The QIXIA site has abundant rare earth minerals including apatite, monazite, and bastnaesite. These minerals contain a desirable rare earth mix, with Neodymium, Cerium, Lanthanum, and Dysprosium resources making up 23.8% of the mix.
Project Highlights:
Strong Returns with Excellent Upside – The project presents various opportunities for growth and increased profits. These include reducing operating costs through refining the company's unique processing technology, exploring the possibility of further separation to fully participate in the value chain, and generating more revenue by recovering certain by-products.
Superior Location - The site is located in an excellent mining jurisdiction with a strong infrastructure and knowledgeable communities in natural resource development and mining.
Proprietary Technology – The firm's patented technology has undergone significant improvements resulting in a 99.99% pure total rare earth oxides (TREO) powder. This powder has been successfully separated into heavy and light rare earth fractions in a single step. Further optimization efforts are focused on reducing costs while also separating the fractions into products that are more attractive to potential end-users.
Strong Ore Body – Industry specialists conducted an engineering and feasibility study which showed a high concentration of mineral ore. This confirms the strength of our mineral resource and enables us to produce the planned quantities of the elements our mine is focused on: Neodymium, Lanthanum, Dysprosium, and Cerium.
Environmental and Safety Policy
Beixin Minerals acknowledges the urgency of exploring and developing rare earth projects to meet domestic demand while minimizing the impact on human health and the environment.
Beixin Minerals will undertake both exploration and mining development activities to ensure that the following objectives are met:
- At Beixin Minerals, we hold ourselves to the highest standards when it comes to ensuring the safety of both our employees and the public. We understand that safety is just as important as production and cost, and we firmly believe that every accident can be prevented. Our commitment to safety is unwavering, and we continuously strive to improve our safety procedures and protocols to ensure that everyone who interacts with our operations remains safe and secure.
- Risks to employees, contractors, communities, and the environment will be identified, assessed, minimized, and managed responsibly.
- To ensure the protection of the environment, the health of employees, and overall safety, our company conducts routine and diligent audits to evaluate compliance with established environmental, health, and safety standards. We also undergo reviews by regulatory agencies to guarantee that we meet all relevant regulations and maintain the highest level of safety for all stakeholders.
- Stakeholders will receive regular project updates through meetings, mailings, and electronic media.
- Our policy mandates that any cultural resources present on both public and private land must be identified and treated with utmost respect.